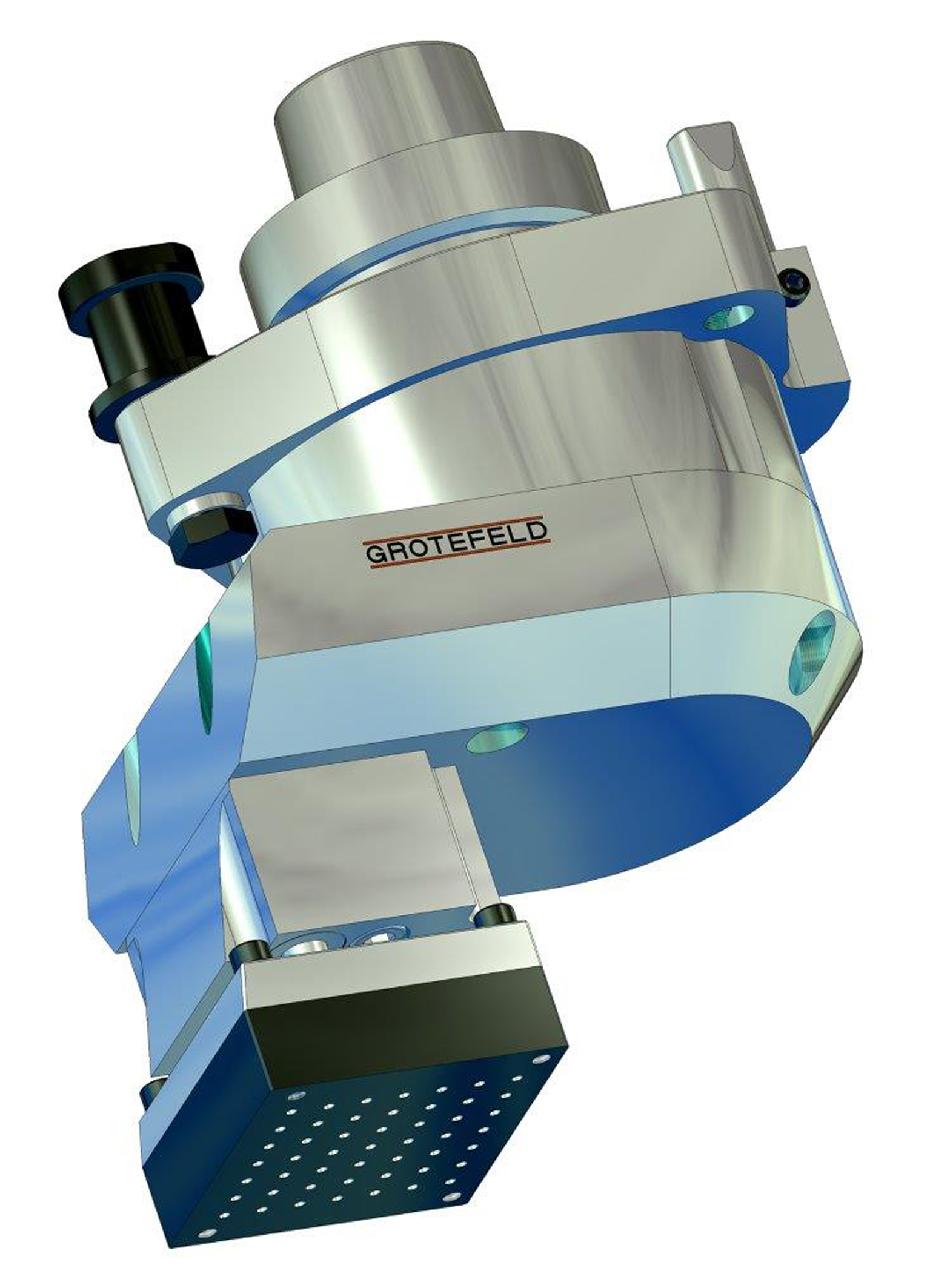
Für die effiziente Bearbeitung von Ober- und Unterkanten – insbesondere bei Treppenstufen – hat Grotefeld die Tastspindel GT06 entwickelt. Tastspindeln ermöglichen eine konturgenaue Formgebung an Werkstückkanten und -oberflächen.
Treppenstufen beidseitig Fräsen
Das Aggregat GT06 basiert auf der bewährten Tastspindel GT05. Während mit dieser jedoch nur eine Kantenposition zu bearbeiten ist, können nun Radien an der Ober- und im Wechsel an der Unterkante getastet gefräst werden. Anwender ersparen sich damit den Einsatz eines weiteren Tastaggregats mit zusätzlichem Werkzeug sowie die jeweilig erforderlichen Werkzeugwechsel.
Der lineare Federhub der GT06 beträgt 10 mm – bidirektional jeweils 5 mm nach oben und unten. So ist es möglich, ohne Aggregatewechsel zuerst die obere und anschließend die untere Seite oder Kante eines Werkstücks zu bearbeiten. Die Tastkraft der neuen GT06 ist stufenlos durch Drehen der Tastglocke zwischen 30 und 100 N einstellbar. Die übertragbare Antriebsleistung beträgt 3 kW, die maximale Spindeldrehzahl 18.000 1/min. Die Tastspindel GT06 ist prädestiniert für die handwerkliche Treppenstufen-Fertigung auf CNC-Maschinen.
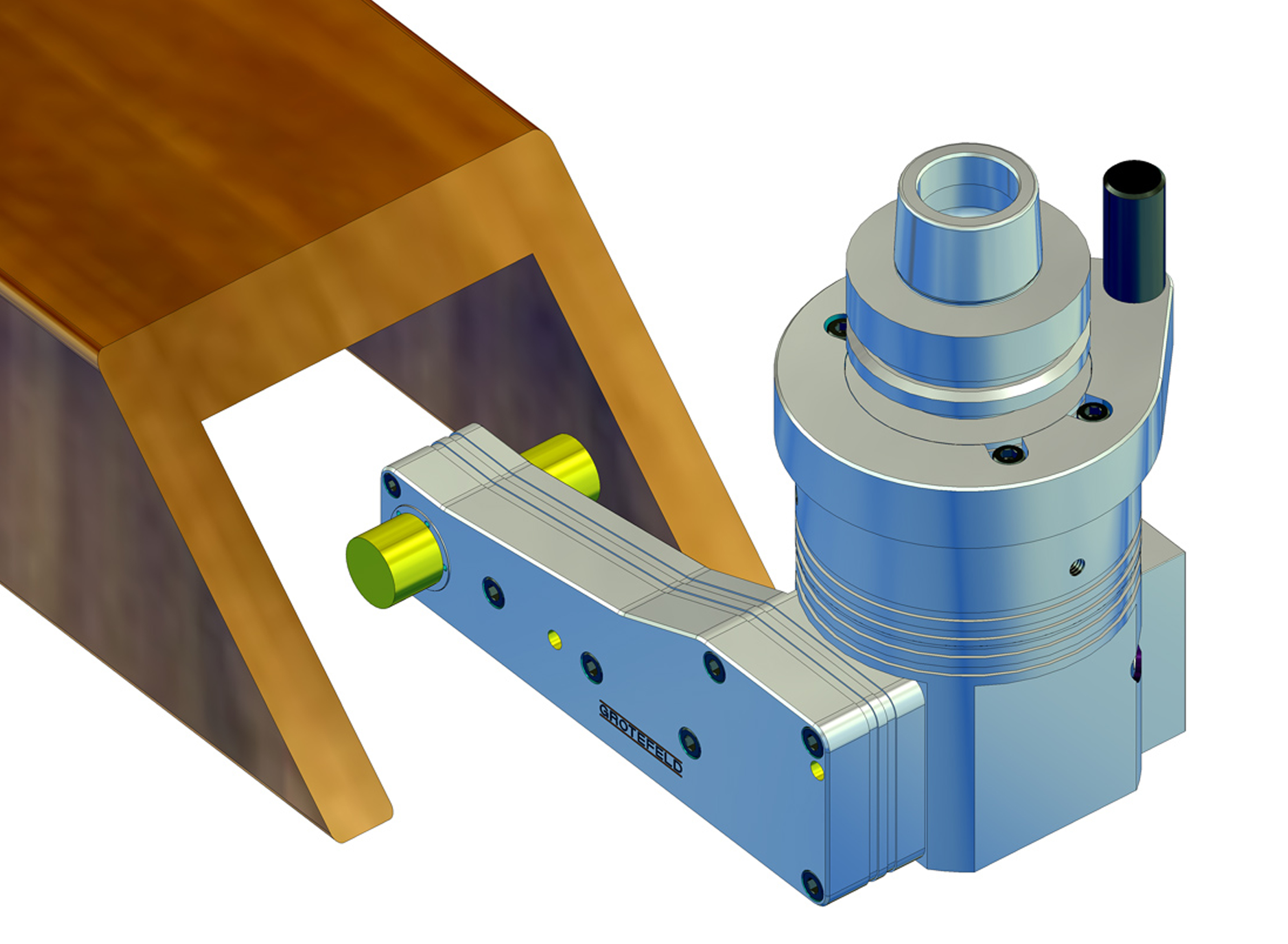
Zargen-Bohren auf kurzer Distanz
Für die Türenindustrie entwickelt, erfreut sich der Winkelkopf G12 mit einer kurzen, durchgehenden Bohrspindel einer hervorragenden Marktaufnahme. Dabei dreht eine der beiden Werkzeugaufnahmen in, die andere entgegen der Antriebsdrehrichtung. Die maximale Spindeldrehzahl beträgt 10.000 1/min im Dauerbetrieb.
Die Winkelköpfe dieser Baureihe führen in exquisiter Weise Elepartbohrungen aus – selbst bei sehr eng gegenüberliegenden Bohrungen. Der großen Variantenbreite von Türen und Zargen trägt das System hervorragend Rechnung, dem entsprechend sind auch die Winkelköpfe der Baureihe G12 in ganz unterschiedlichen Längen erhältlich und bedienen jeden praktischen Einsatzfall.
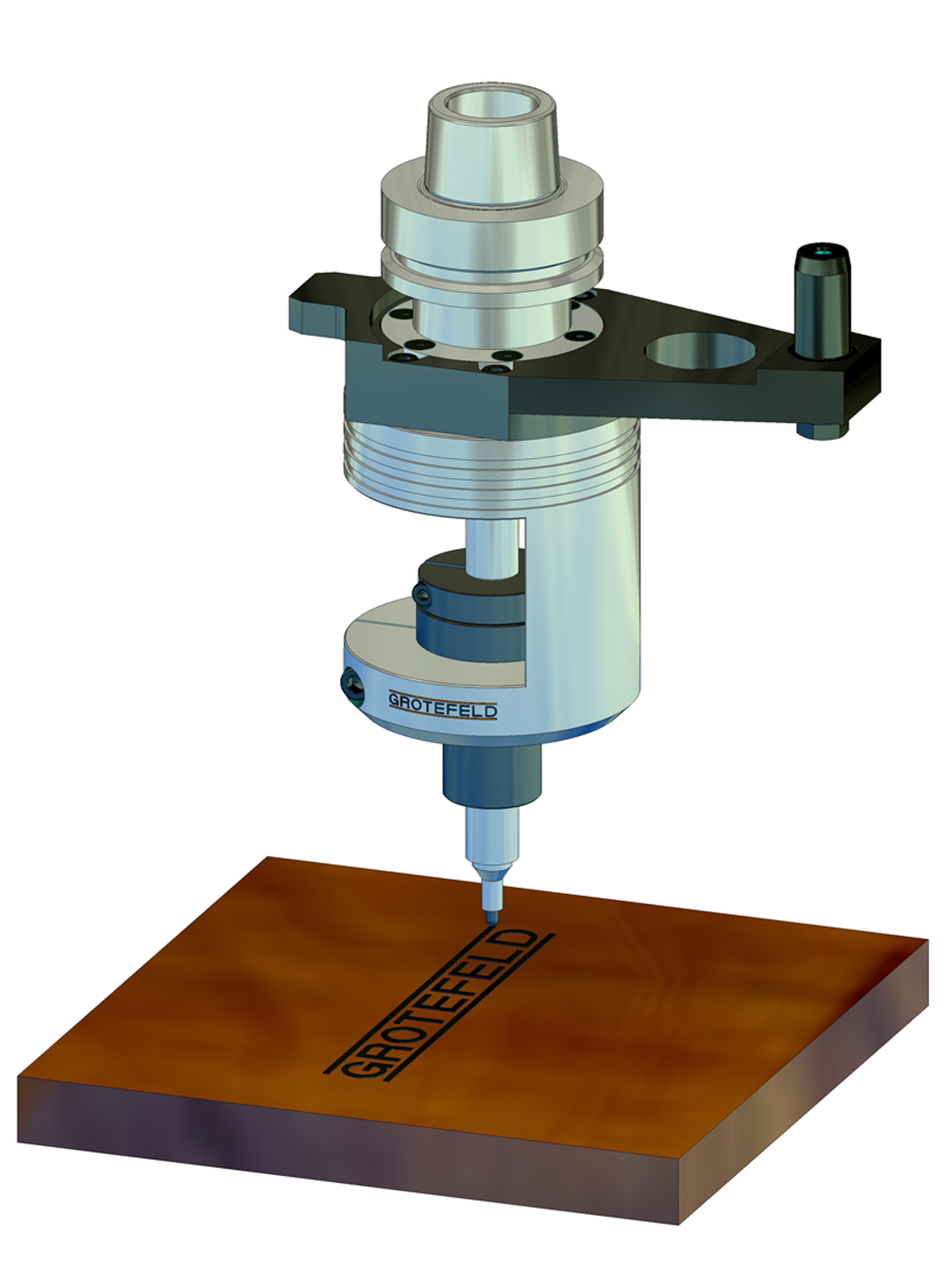
Ob Beschriftung oder Folienschnitt: der richtige Druck entscheidet
Auf sehr viele Einsatzbereiche zugeschnitten ist hingegen das Beschriftungsaggregat GT22, welches in der holz-, kunststoff- und metallbearbeitenden Industrie ebenso häufig im Einsatz ist wie bei Grotefeld-Kunden aus dem Handwerk. Denn diese Baugruppe nimmt Textmarker, Filzstifte oder ähnliches auf, mit denen Werkstücke jeder Art maschinell beschriftet werden können.
Die Stifte für Beschriftungsarbeiten werden gefedert aufgenommen, um Toleranzen in der Werkstückoberfläche auszugleichen und um diese nicht zu beschädigen. Umgekehrt hilft der Federhub dabei, den Schreibstiften eine lange Lebensdauer zu sichern. Der gefederte Hub beträgt 8 mm – die Federkraft kann von 5 bis 20 N eingestellt werden.
Attraktiv ist GT22 auch dann, wenn z.B. eine Schutzfolie auf der Werkstückoberfläche eingeschnitten werden muss. Dank einer optionalen Aufnahme für getastete Schleppmesser und der Möglichkeit, Andruckkräfte präzise einzustellen, bleibt selbst jedes empfindliche Werkstück nach dem Folienschnitt ohne Kratzer.
Etiketten sauber und präzise beim Nesting platziert
Auf besondere Anwendungszwecke zugeschnitten ist auch das Vertikal-Saugaggregat FN7-1.0, mit dem Etiketten verschiedener Größe auf bearbeitete Werkstückoberflächen aufgespendet werden. Dabei werden zuerst die zu platzierenden Selbstklebe-Etiketten über eine Ansaugplatte mit einer Vielzahl kleiner Bohrungen von einem Drucker abgenommen. Später fährt das Aggregat an die gewünschte Position und der Beklebevorgang wird ausgelöst.
Die Ansaugplatten sind aus Kunststoff, um Beschädigungen auf den Werkstückoberflächen auszuschließen. Um Werkstücktoleranzen auszugleichen, gestattet das FN7-1.0 der Ansaugplatte einen Federhub von maximal 3 mm. Mit einer Andruckkraft von 60-70 Newton ist eine präzise positionierte und saubere Haftung der Etiketten gewährleistet.
Der Einsatz des Etikettenspenders ist dann besonders sinnvoll, wenn Plattenware in der Möbelindustrie oder im Holzhandwerk auf Bearbeitungszentren im Nestingverfahren aufgeteilt bzw. verschachtelt gefräst und gebohrt wird. Auf Basis der Daten aus der Stückliste bleibt jedes Einzelteil durch sein Etikett immer identifizierbar.
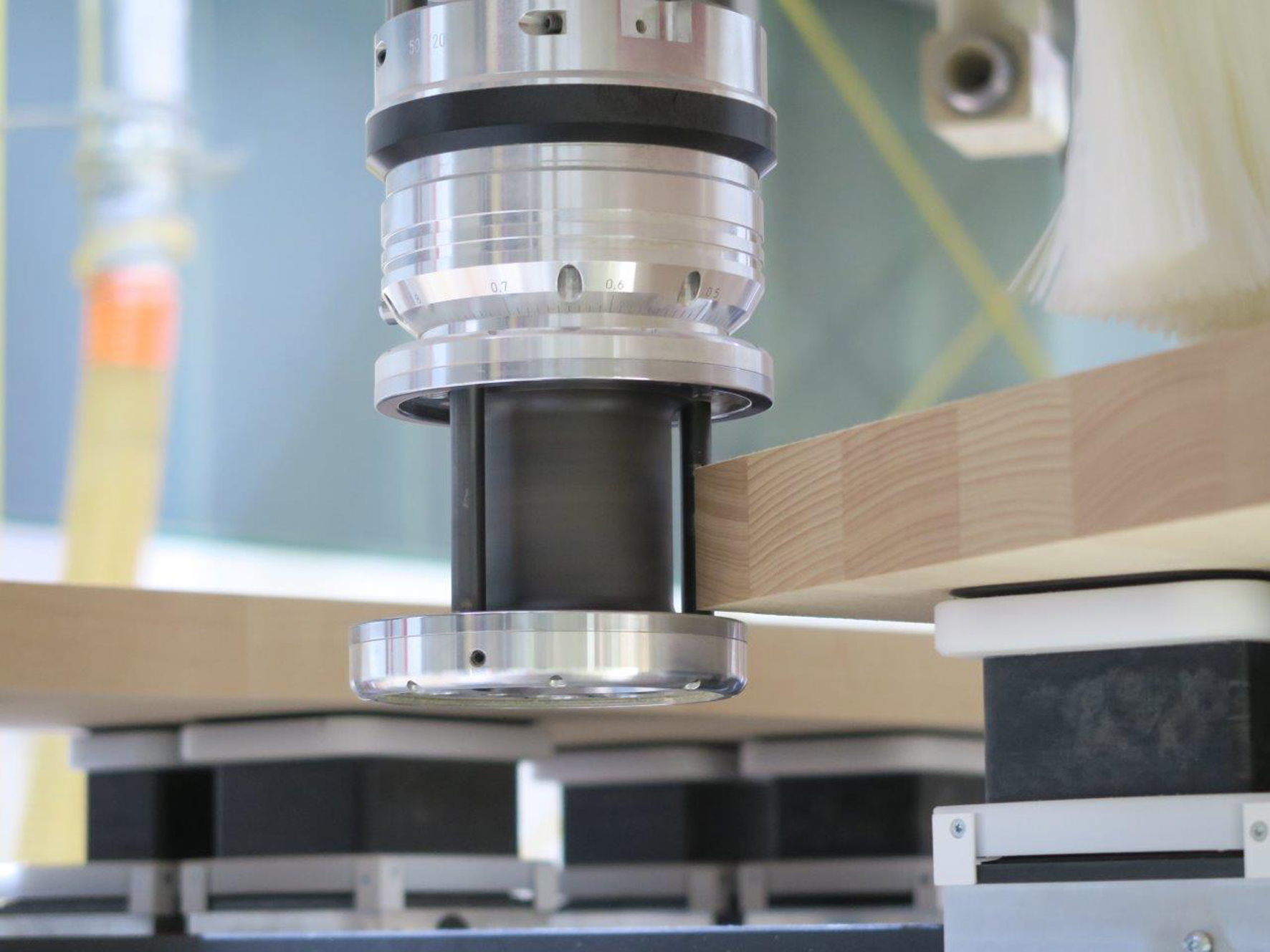
Seitlich Bohren bei nur 7,5 mm Anfahrtiefe
Für CNC-gesteuertes, horizontales Bohren von Holzwerkstoff- oder Massivholz-Platten unter Maßgabe geringster Distanz zur gefrästen Oberfläche wurde die Winkelkopf-Baureihe G19 entwickelt. Grundsätzlich ist G19-1.1-B ein übliches Bohrgetriebe und kann beim laufenden Bearbeitungsprozess aus dem Werkzeugwechsler eingewechselt werden.
Das herausragende Alleinstellungsmerkmal dieser Aggregatereihe ist das außergewöhnlich geringe Maß von nur 7,5 mm von der Unterseite des Aggregats bis zur Mitte der Bohreraufnahme. Dank dieser Bohrkopfgestaltung ist es möglich, im Nesting-Verfahren gefertigte Teile unmittelbar nach dem Fräsen seitlich zu bohren. Die maximale Spindeldrehzahl beträgt 8.000 1/min.
Kontakt: Dr. Frank B. Müller
fm(at)edelweisspress.de
Goebenstraße 4-10 32052 Herford
Fon: +49 5221 1265-20 Fax: +49 5221 1265-65