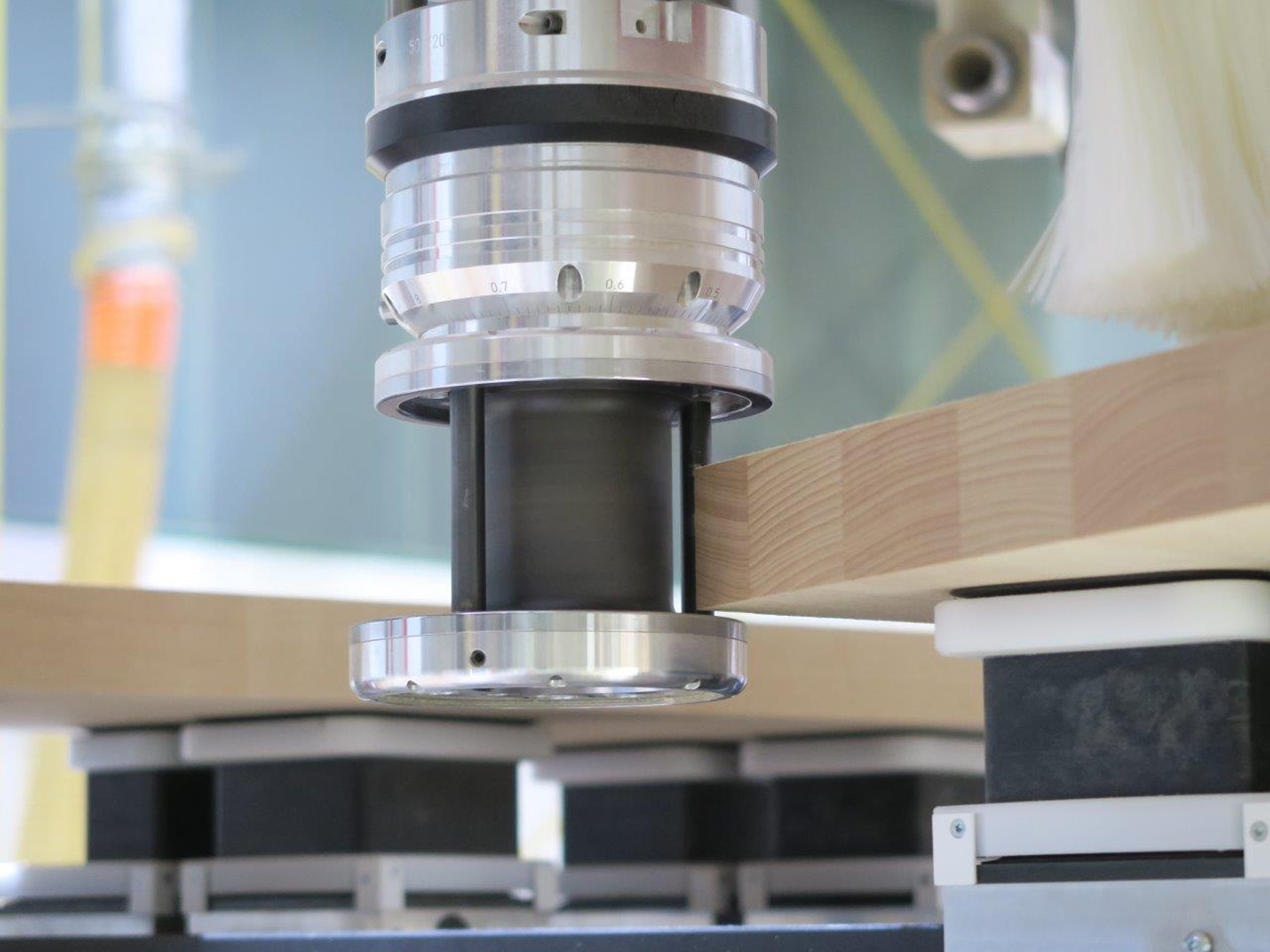
Grotefeld has developed the GT06 tracing spindle for the efficient machining of top and bottom edges – particularly in the case of stair treads. Tracing spindles enable high-precision contouring to be carried out on the edges and surfaces of work pieces.
Bilateral milling of stair treads
The GT06 aggregate is based on the established GT05 tracing spindle. However, while only one edge position can be machined by the latter, it is now possible to round off the top and bottom edges alternately by means of trace-controlled milling. By doing so, users save on the application of a further tracing unit with an additional tool as well as the tool changeover required in each case.
The linear spring stroke of the GT06 is 10 mm – bi-directionally 5 mm upwards and downwards respectively. It is thus possible to machine firstly the top and then the bottom side or edge of a workpiece without having to change the aggregate. The tracing force of the new GT06 is infinitely variable between 30 and 100 N by turning the tracing house. The transferable driving power is 3 kW, the maximum spindle speed is 18,000 1/min. The GT06 trace spindle is particularly suited for the artisanal manufacture of stair treads on CNC machines.
Drilling door frames at close range
Developed for the door industry, the G12 angle head has been extremely well received on the market with its short, continuous drill spindle. One tool holder turns in the direction of rotation of the drive, the other in the opposite direction. The maximum spindle speed is 10,000 1/min in continuous operation.
The angle heads of this series enable holes to be drilled in exquisite fashion in preparation for Elepart clamps – even if the drilled holes are located extremely close together on either side of the mitred corners of the frame. The system does an outstanding job in taking into account the wide range of doors and door frames, the angle heads of the G12 series are available in a variety of different lengths and serve any practical case of operation accordingly.
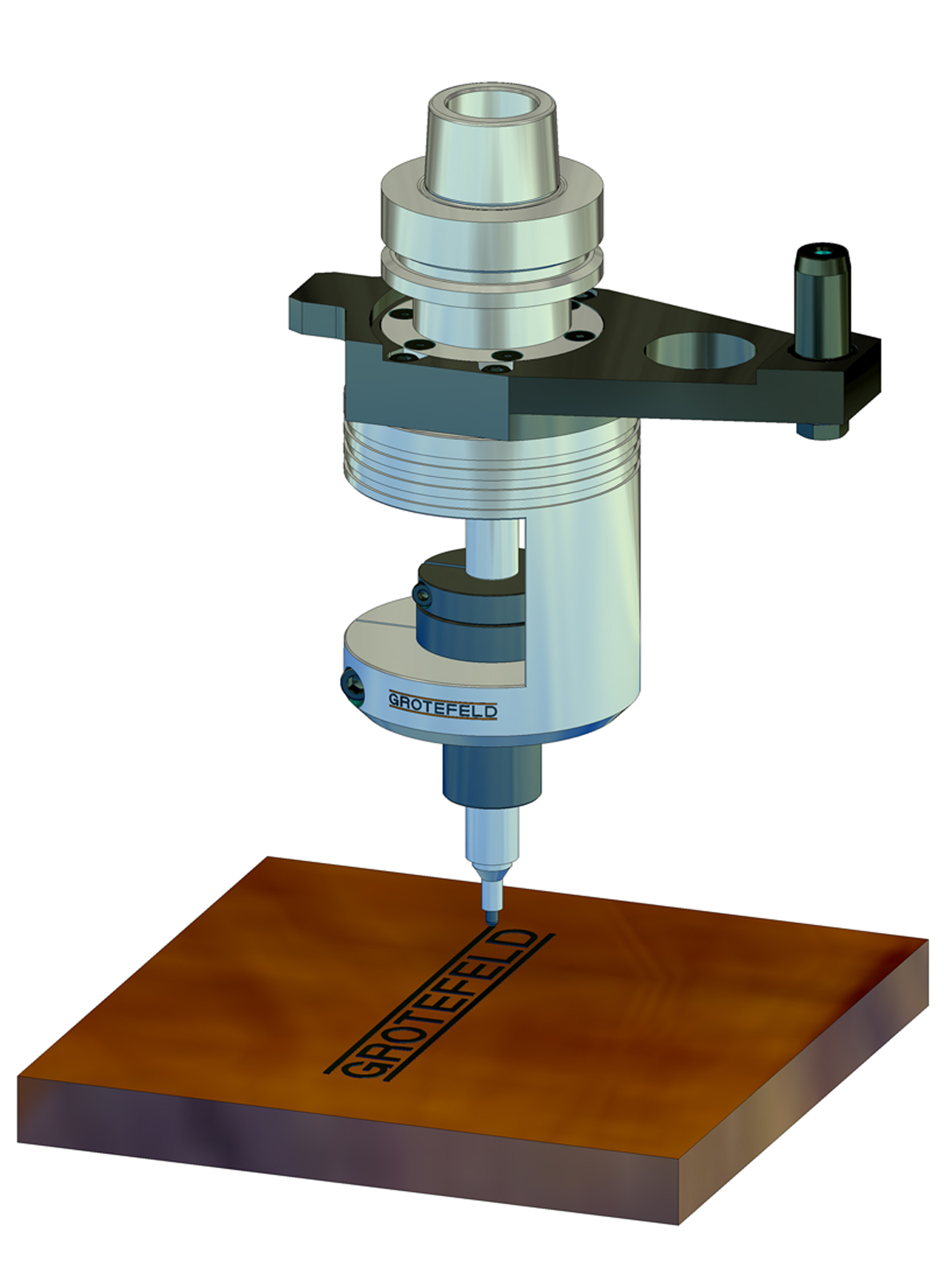
Whether lettering or foil cutting: the right amount of pressure is decisive
By contrast, the GT22 lettering aggregate is tailored to serve a large number of areas of application, which is used just as frequently in the wood, plastics and metalworking industries as it is by Grotefeld clients operating in the skilled crafts and trades. This module is able to hold marker pens, felt pens or similar instruments with which any kind of work piece can be inscribed mechanically.
The pens for lettering work are held by springs in order to compensate for tolerances in the surface of the work piece, thereby preventing any damage being caused thereto. Conversely, the spring stroke helps to ensure a long lifecycle of the pens. The spring stroke is 8 mm – the spring force can be set from 5 to 20 N.
The GT22 is also an attractive solution in cases where, for example, a protective foil on the surface of the work piece needs to be scored. Thanks to an optimal holder for trace-controlled drag knives and the possibility of setting pressure forces precisely, even the most sensitive work piece remains scratch free after foil cutting.
Neat and accurate placing of labels in the case of nesting
The vertical suction aggregate FN7-1.0 is also tailor made for special applications with which various sizes of labels are dispensed onto machined work piece surfaces. First of all, the self-adhesive labels to be attached are removed from a printer via a suction plate with a large number of drilled holes. The aggregate subsequently travels to the desired position and the bonding process is initiated.
The suction plates are made from plastic in order to rule out any damage being caused to the surfaces of the work pieces. The FN7-1.0 provides the suction plate with a spring stroke of a maximum of 3 mm to compensate for work piece tolerances. The accurate positioning and neat bonding of the labels is guaranteed by means of a contact pressure force of 60-70 newton.
The application of the label dispenser is particularly useful when sheet material in the furniture or woodcraft industries is milled and drilled in nesting machining centres, divided and/or interlaced. Each individual piece remains identifiable at all times by means of its label based on the data from the parts list.
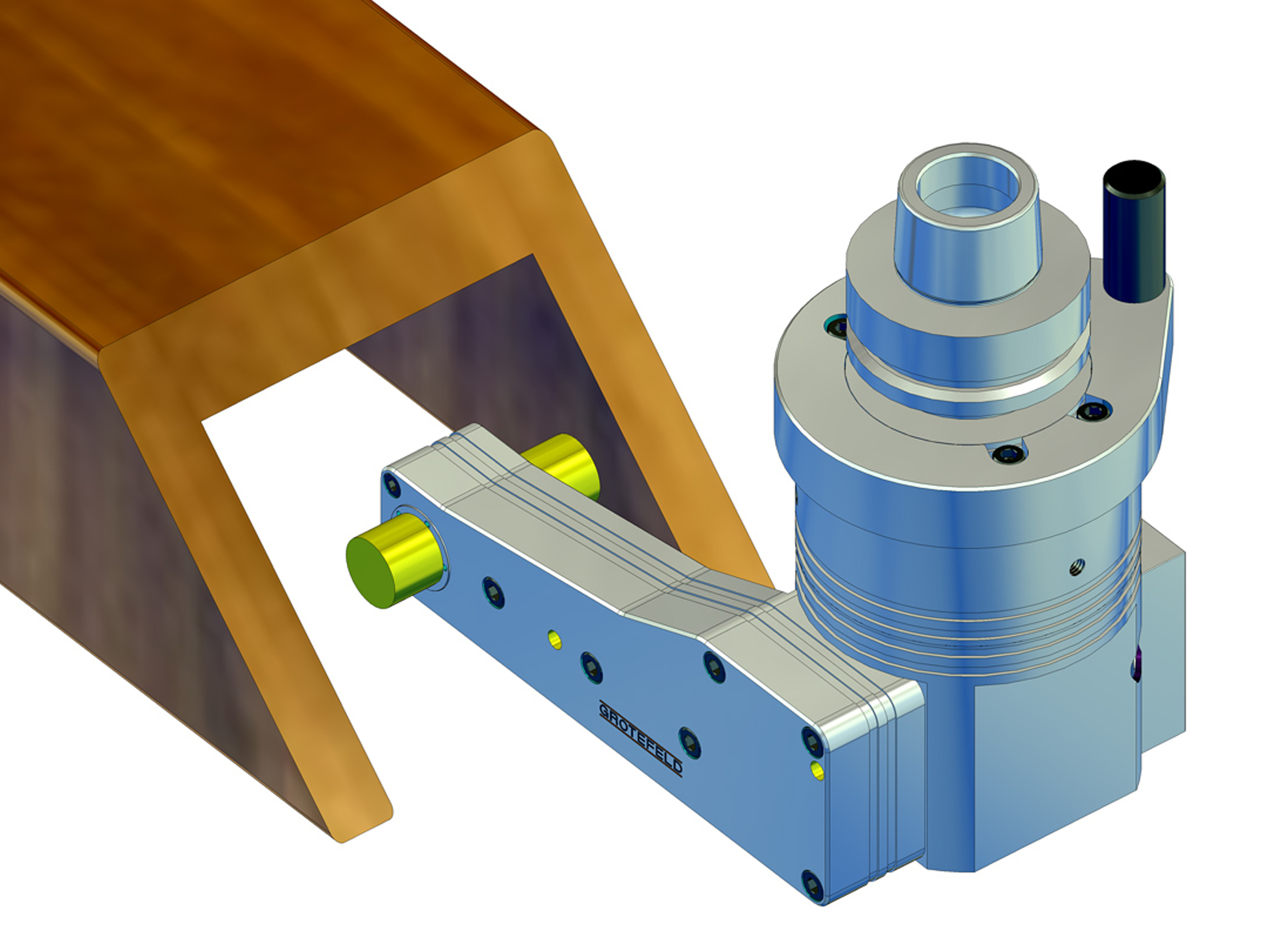
Lateral drilling with a start depth of just 7.5 mm
The G19 angle head series was developed for the CNC-controlled, horizontal drilling of composite wood or solid wood panels in accordance with the lowest distance to the milled surface. G19-1.1-B is essentially a conventional drilling gear and can be exchanged from the tool changer while the machining process is in operation.
The distinctive USP of this range of aggregates is the extraordinarily small distance of just 7.5 mm from the underside of the aggregate to the centre of the drill mount. Thanks to this design of the drilling head, it is possible to drill holes laterally in parts manufactured in a nesting process immediately after milling. The maximum spindle speed is 8,000 1/min.
Kontakt: Dr. Frank B. Müller
fm(at)edelweisspress.de
Goebenstraße 4-10 32052 Herford
Fon: +49 5221 1265-20 Fax: +49 5221 1265-65